
Stainless steel welded pipe, referred to as welded pipe, commonly used steel or steel strip through the unit and mold crimping after welding steel pipe. The welded steel pipe has simple production process, high production efficiency, many varieties and specifications, and less investment in equipment, but its strength is generally lower than that of seamless steel pipe. Stainless steel welded pipe commonly used four production processes:
1. Pickling passivation of stainless steel welded pipe Pickling passivation can produce a thin and dense, hard passivation film on the inner and outer walls of water pipes and pipe fittings. The existence of passivation film is the fundamental reason to prevent corrosion of stainless steel pipe fittings.
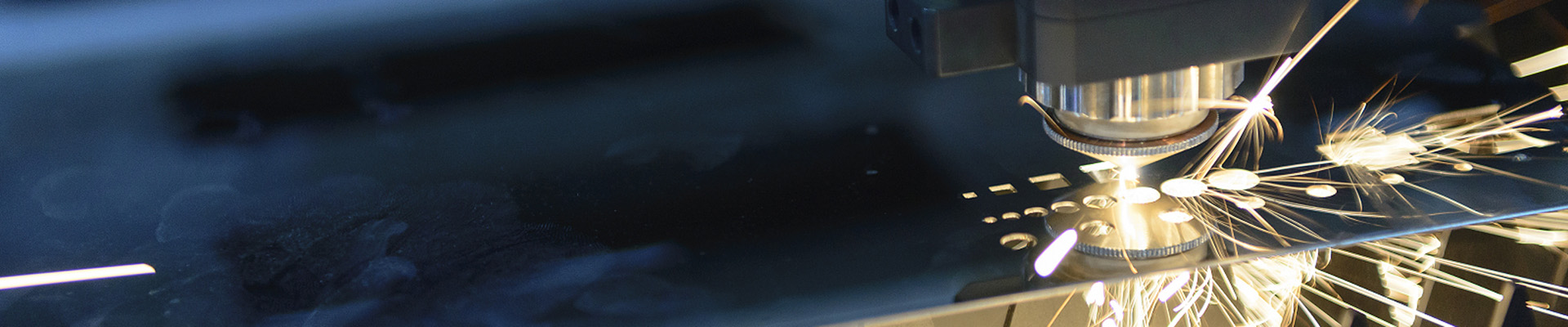
2. Gas welding under gas protection, welding stainless steel surface chromium and nickel will not be oxidized, retaining the original characteristics of stainless steel and corrosion resistance.
3. Sealing materials Sealing materials are the key to the service life of stainless steel pipes. The service life of sealing materials determines the service life of stainless steel pipes. Our stainless steel pipe fittings adopt chlorinated butyl sealing ring imported from abroad, the physical properties of the material are much higher than the domestic rubber.
4. Light solid weld stainless steel pipe after forming, welding process, must pass a 1050 – degree solid fusion processing, in order to eliminate the internal stress of stainless steel pipe fittings produced by deformation, reduce the stress corrosion, can restore of intergranular changes pipe welding process, welding thermal district carbides dissolve in austenite, prevent the harm on the performance of the austenitic stainless steel.

The corrosion resistance of seamless stainless steel pipe depends on the alloying elements contained in the steel. Chromium is the basic element to make stainless steel corrosion resistance, when the chromium content in the steel reaches about 12%, chromium and the oxygen in the corrosive medium, the formation of a very thin oxide film on the surface of the steel (self-passivation film), can prevent further corrosion of the steel matrix. In addition to chromium, stainless steel seamless tube commonly used alloy elements nickel, molybdenum, titanium, niobium, copper, nitrogen, etc., in order to meet the various uses of stainless steel structure and performance requirements. The following is Feng Xiaobian to explain the manufacturing process of stainless steel seamless pipe:
1. Hot rolling (extruding seamless steel pipe) : round tube billet → heating → perforation → three-high diagonal rolling, continuous rolling or extrusion → Stripping → sizing (or reducing) → cooling → straightening → hydrostatic test (or crack detection) → marking → storage
2. The raw material of rolling seamless tube is round tube billet. Round tube embryo should be cut by cutting machine and processed into billet with growth degree of about 1 meter, and sent to furnace by conveyor belt for heating. The billet is fed into a furnace and heated to about 1200 degrees Celsius. The fuel is hydrogen or acetylene. The temperature control in the furnace is the key problem. After the round tube billet comes out, it must pass through the pressure punch. Generally, the most common piercing machine is the conical roller piercing machine. This kind of piercing machine has high production efficiency, good product quality, large perforation size, and can wear a variety of steel.
3. After perforation, the round tube blank is successively rolled by three rolls, continuous rolling or extrusion. After extrusion, remove the pipe and determine the diameter. The sizing machine rotates the steel embryo through the conical drill at high speed to punch holes and form the steel pipe. The inner diameter of the steel pipe is determined by the outer diameter length of the caliper drill bit. After the steel pipe is calibrated, it enters the cooling tower and is cooled by spraying water. After the steel pipe is cooled, it will be straightened. After the steel pipe is straightened, it is sent by conveyor belt to metal flaw detector (or hydraulic test) for internal flaw detection. If there are cracks, bubbles and other problems inside the steel pipe, it will be detected. After the steel pipe is inspected, it is also selected strictly by hand. After the steel pipe is inspected, the number, specification and production batch number are sprayed with paint. And by the crane into the warehouse.
4. cold drawing (rolling) seamless steel pipe: round tube blank → heating → perforation → head → annealing → pickling → oil coating (copper plating) → multiple passes cold drawing (cold rolling) → blank tube → heat treatment → straightening → hydraulic test (crack detection) → marking → storage. The rolling method of cold-drawn (rolled) seamless steel pipe is more complicated than that of hot-rolled (extruded) seamless steel pipe. The first three steps of their production process are basically the same. The difference starts from the fourth step, round tube blank after punching, to head, annealing. After annealing, special acidic liquid is used for pickling. After pickling, oil is applied. This is followed by a special heat treatment of the recolonized tube after multiple passes of cold drawing (cold rolling). After heat treatment, it is straightened.

Post time: Nov-07-2022